










Аппарат аргонодуговой сварки FOXPOWER TIG 320 AC/DC PULSE LCD – это многофункциональная сварочная установка флагманской линейки FOXPOWER, предназначенная для аргонодуговой сварки на переменном и постоянном токе (TIG AC/DC) и ручной дуговой сварки (MMA) в обычном и импульсном режимах. Этот аппарат подходит для сварки изделий из низкоуглеродистой и нержавеющей стали, легированной стали, сплавов из титана, алюминия, магния, меди и других цветных металлов. В комплект поставки входит блок жидкостного охлаждения и тележка на колёсах. Есть возможность подключения отдельного механизма подачи присадочной проволоки FOXPOWER DRIVE 500TL (артикул 1041) для автоматизации процесса сварки.
Напряжение сети
380 В
Диапазон сварочного тока
от 5 до 320 А
Продолжительность включения (ПВ)
60 %
Род тока
DC, AC, DC Pulse, AC Pulse
Импульсный режим (TIG)
есть
Диапазон регулирования напряжения TIG
от 10,2 до 22,8 В
Система охлаждения горелки (TIG)
Жидкостная
Диапазон диаметров вольфрамового электрода
от 1 до 4 мм
Тип панельных розеток
35 - 50
Вес
49 кг
Комплектация
- Аппарат аргонодуговой сварки FOXPOWER TIG 320 AC/DC PULSE LCD – 1 шт.
- Блок жидкостного охлаждения FOXPOWER COOL-1 MT – 1 шт.
- Тележка FOXPOWER MT-1 – 1 шт.
- Горелка с жидкостным охлаждением TIG 18 PRO Up/Down, 4 м – 1 шт.
- Масса с зажимом 500 А, 35 мм², 3 м – 1 шт.
- Электрододержатель 500 А, 35 мм², 3 м – 1 шт.
- Газовый шланг 4 м – 1 шт.
- Комплект ЗИП (2 электрода WL-20, 2 цанги, 2 цангодержателя, 2 хомута, 2 керамических сопла, длинный колпачок) – 1 компл.
- Переходник 2-pin под кабель для подключения механизма подачи проволоки FOXPOWER DRIVE 500TL – 1 шт.
- Инструкция + гарантийный талон – 1 компл.
229 998 руб/шт
Купить
Купить в 1 клик
Самовывоз: бесплатно, г. Москва, 117405, г. Москва, МКАД, 32-й километр, владение 4, склад №8
Доставка:
по г. Москве
Стоимость доставки: бесплатно в пределах МКАД*
Узнать стоимость в другой город
* Наличие товара и сроки поставки уточняйте у менеджера
Сравнить
В сравнении
- Описание
-
FOXPOWER TIG 320 AC/DC PULSE LCD – премиальная комплектация, честные 320 Ампер и выверенная аэродинамика – это не случайность, а следствие глобальных стандартов сборки. Аппарат производится на тех же высокотехнологичных заводских линиях, что и оборудование мировых легенд сварки. Это гарантирует использование компонентов промышленного класса, строгий контроль качества пайки и абсолютную повторяемость характеристик от партии к партии. Когда важен каждый ампер, каждый грамм веса и каждая секунда рабочего цикла, выбор очевиден. Флагманская линейка FOXPOWER предлагает тотальное превосходство в своём классе, оставляя компромиссы конкурентам.РЕЖИМ PULSEРежим PULSE упрощает процесс сварки алюминия и его сплавов, а также нержавеющих сталей, обеспечивая высокий уровень надежности соединения. В отличие от короткого замыкания, импульсная сварка не создает брызг и предотвращает залипание. Качество и удобство импульсного процесса позволяет сваривать швы разной сложности сварщику с незначительным опытом. Импульсный режим на переменном и постоянном токе дает возможность высококачественной сварки тонкостенных изделий из нержавейки и алюминия.СВАРКА ПЕРЕМЕННЫМ И ПОСТОЯННЫМ ТОКОМВозможность работать как на постоянном (сварка стали, меди, титана), так и на переменном токе (сплавы алюминия, магния, медные сплавы больших толщин, где требуется удаление окислов со свариваемой поверхности).ВЫБОР ФОРМЫ ВОЛНЫВыбор формы волны и полуволны в процессе сварки «TIG AC» позволяет изменить тепловложение, глубину проплавления металла, увеличить очищающий эффект свариваемых поверхностей, а также уменьшить плавление вольфрамового электрода.ИНФОРМАТИВНАЯ ПАНЕЛЬ УПРАВЛЕНИЯУдобная настройка режимов сварки с помощью панели управления на LCD экране. Большинство функций и опций аппарата, значений и параметров сварки отображаются на жидкокристаллическом экране и настраиваются с помощью специального энкодера-регулятора.ФУНКЦИЯ EXTRA FUSIONФункция увеличивает фокус дуги для сварки материалов больших толщин. Позволяет двигаться в сторону отрицательной полуволны по отношению к нулю. Таким образом можно получить большую глубину проплавления при неизмененном среднем токе.Преимущества:- Процессы TIG AC, TIG DC, TIG AC Pulse, TIG DC Pulse, MMA AC, MMA AC Pulse, MMA DC, MMA DC Pulse
- Специальные режимы и программы сварки SPOT, REPEATED, Extra Fusion, Cap Shaping, Diameter Selection, Quick Start, Dynamic Arc, MultiTack, Q-Spot
- Функция VRD
- Функции Arc Force («Форсаж дуги»), Hot Start («Горячий старт») и Anti-sticking («Антиприваривание»)
- Сохранение и загрузка программ сварки
- Режимы работы горелки 2Т, 4Т, Repeated, SPOT
- Циклограмма параметров сварки
- Блок жидкостного охлаждения
- Транспортировочная тележка на колёсах
- Возможность подключения к отдельному механизму подачи проволоки (артикул 1041) для автоматизации процесса сварки.ФУНКЦИЯ CAP SHAPINGСпециальная программа «Сар Shaping» в процессе аргонодуговой сварки «TIG АС» служит для формирования шарика на торце вольфрамового электрода для стабилизации горения сварочной дуги на переменном токе.ФУНКЦИЯ DIAMETER SELECTIONСпециальная программа «Diameter selection» в процессе аргонодуговой сварки на переменном токе «TIG АС» позволяет улучшить зажигание сварочной дуги в зависимости от выбранного диаметра вольфрамового электрода.РЕЖИМ REPEATEDСпециальный режим позволяет получить два разных заранее установленных уровня тока и управлять ими с помощью кнопки горелки. Наличие второго уровня тока компенсирует нагрев детали.РЕЖИМ MULTITACKСерия импульсов сварки позволяет контролировать нагрев изделия, избегая прожога и деформации. Регулируя частоту режима MULTITACK, можно оптимизировать проплавление металла, скорость сварки и, в частности, управление тепловложением, а также уменьшить любую последующую деформацию детали. Режим MULTITACK отлично подходит для сварки угловых соединений. Сварной шов не подвержен окислению, что позволяет избегать обработки после сварки.ГЛАВНОЕ МЕНЮ FOXPOWER TIG 320 AC/DC PULSE LCD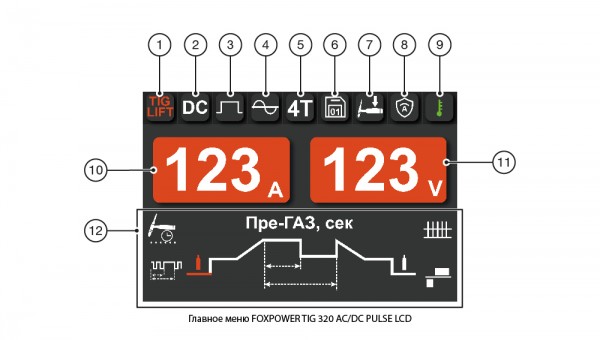 1. Вид процесса сварки:
1. Вид процесса сварки:
• ММА – ручная дуговая сварка штучным электродом с покрытием.
• TIG HF – аргонодуговая сварка с возбуждением дуги бесконтактным способом с помощью высокочастотного разряда.
• TIG LIFT – аргонодуговая сварка с возбуждением дуги касанием вольфрамового электрода.
2. Род тока:
• АС – сварка на переменном токе
• DC – сварка на постоянном токе
3. Отображение выбранного стандартного или импульсного режима сварки.
4. Форма волны или полуволны при сварке на переменном токе, также отображает режим смешанного переменного тока «MIX AC/DC».
5. Режим работы кнопки:
• 2Т – двухтактный режим работы
• 4Т – четырехтактный режим работы
• REPEATED – двухуровневый режим сварки.
• SPOT – режим сварки по времени.
6. Номер сохраненной ячейки памяти.
7. Управление сварочным током: установка значения может происходить с помощью панели управления, педали, горелки.
8. Сигнал тревоги: отображается при повышении входного тока, а также при пониженном напряжение сети.
9. Перегрев аппарата: если аппарат работает непрерывно долгое время на большом
токе, температура его внутренних компонентов повышается. При достижении критической температуры срабатывает датчик. При включении индикатора прекратите работу, но не выключайте аппарат. Через некоторое время, он будет готов к работе.
10. Отображение установленного значения сварочного тока.
11. Отображение значений:
• напряжение холостого хода
• сварочное напряжение
• установленные значения параметров сварки.
12. Циклограмма параметров сварки.
Вращением и нажатием на энкодер происходит выбор и установка значения параметра сварки.
Для установки процесса и режимов сварки необходимо войти в «МЕНЮ ПАРАМЕТРОВ». - Характеристики
- Отзывы
-

- Вопрос-ответ
-
- Обзоры и видео
-
5 причин, почему FoxWeld FOXPOWER TIG 320 AC/DC PULSE LCD TIG AC Pulse, TIG DC Pulse, MMA AC Pulse, MMA DC Pulse выгодно купить у нас:
- Гарантия лучшей цены. Нашли FoxWeld FOXPOWER TIG 320 AC/DC PULSE LCD TIG AC Pulse, TIG DC Pulse, MMA AC Pulse, MMA DC Pulse у другого официального дилера дешевле? Снизим цену!
- Персональный менеджер. Не только поможет настроить оборудование, но и поздравит Вас с Днем Рождения!
- Бесплатная доставка при сумме заказа выше 10 000 руб.
- Гарантийное и постгарантийное обслуживание в официальных сервисных центрах FoxWeld.
- Стоимость оборудования указана с НДС. Полный комплект документов. Торг-12 + Счет-фактура.
Дополнительные аксессуары
- Рекомендуем
- Медные прутки
- Вольфрамовые электроды
- Прутки для нержавейки
- Прутки для алюминия
- Омедненные прутки
- Блоки жидкостного охлаждения
- Устройства подачи проволоки
- Горелки TIG
- Краги, перчатки, руковицы













Похожие товары
Еще похожие товары






Вы уже смотрели

* Указанная информация не является публичной офертой