

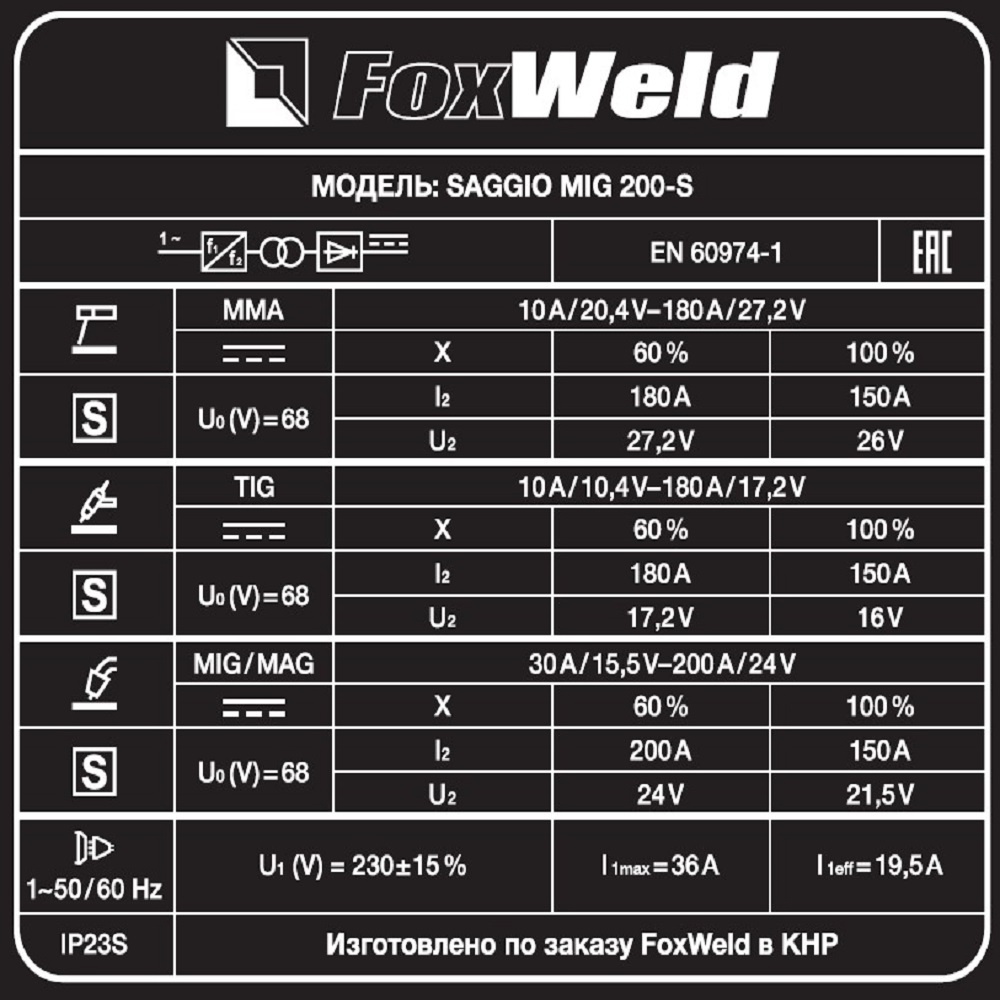






SAGGIO MIG 200-S – современный многофункциональный универсальный сварочный источник постоянного тока, выполненный по новейшей IGBT — технологии, позволяет проводить следующие виды сварочных работ: полуавтоматическую сварку сплошной (MIG/MAG) и порошковой проволокой, ручную дуговую сварку (MMA) штучным покрытым электродом, аргонодуговую сварку в режиме TIG Lift.
Напряжение сети
220 В
Диапазон сварочного тока
от 10 до 200 А
Продолжительность включения (ПВ)
60 %
Механизм подачи проволоки
Встроенный
Синергетика
есть
Диапазон диаметров сплошной проволоки
от 0,6 до 1,2 мм
Диапазон регулирования напряжения MIG/MAG
от 15,5 до 24 В
Количество подающих роликов
4 шт.
Система охлаждения горелки (MIG/MAG)
Воздушная
Вес
17 кг
Комплектация
- Источник сварочного тока - 1 шт.
- Горелка TEAM BINZEL MIG-15 3 метра - 1 шт.
- Зажим для заземления с кабелем КГ 1х16 мм2, 300А, 3 м – 1 шт.
- Рукав газовый, 4 м – 1 шт.
- Ролики 0.6/0.8 (V) - 2 шт. (внутри МП).
- Ролики 1.0/1.2 (Ал) - 2 шт.
- Хомуты - 2 шт.
- Инструкция - 1 шт.
Самовывоз: бесплатно, г. Москва, 117405, г. Москва, МКАД, 32-й километр, владение 4, склад №8
Доставка:
500 руб.
по г. Москве
Узнать стоимость в другой город
* Наличие товара и сроки поставки уточняйте у менеджера
Сравнить
В сравнении
- Описание
-
Три полноценных сварочных процесса:Полуавтоматическая сварка омеднённой или порошковой проволокой (лёгкая смена полярности, так же есть специальная синергетическая программа). Стабильная работа покрытым электродом максимальным диаметром 4 мм. Сварка неплавящемся вольфрамовым электродом максимальным диаметром 3 мм.Синергетический алгоритм работы (SYNERGY):Синергетика выполнена в модели так, чтобы не вносить даже малейшую или возможную погрешность в параметры сварочного процесса установленных оператором. Автоматика рекомендует и информирует сварщику оптимальные настройки, но решение принимает сам пользователь. Данный алгоритм работы синергетики очень упрощает процесс сварки людям с небольшим опытом сварочных работ. Синергетика реализована, как консультант в режимах работы полуавтоматом (MIG / MAG), аргонодуговой сваркой (TIG) и ручной дуговой сваркой покрытым электродом (ММА).Механизм подачи проволоки:МП закрытого типа реализован четырьмя стальными роликами (два ведущих/два ведомых). Мощный 60-ти Ваттный и надёжный мотор-редуктор обеспечивает стабильность и равномерность подачи сварочной проволоки в горелку BINZEL MIG-15.Ключевые преимущества модели:Охлаждение силовых элементов осуществляется эффективным вентилятором, направление воздушного потока организованно из аппарата наружу.Очень удобный интерфейс управления реализован тремя ручками плавной настройки построенных на инкодерах с возможностью нажатия (фиксация выбранного действия) и двумя клавишами. Работа сварочных процессов и управление параметрами устройства осуществляется через микропроцессор.Опция по смене полярности, реализована на передней панели аппарата Foxweld Saggio MIG 200-S для работы разным типом проволоки.а) режим полярности «GAS» (+) для работы с проволокой сплошного сечения.б) режим полярности «NO GAS» (-) для работы с порошковой проволокой.Большой и информативный цветной цифровой LCD экран полностью русифицирован.Есть опция сброса всех настроек, заданных сварщиков и возврата параметров, установленных на заводе.Функционал режима MIG/MAG:Сварщик может выставить в данном режиме ток от 30 до 200 ампер, что позволяет работать омеднённой проволокой диаметрами 0.6 и 0.8 мм. для сварки стали. Диаметром 1.0 мм для сварки стали (омеднённой и порошковой проволокой) и алюминиевых сплавов. А диаметром 1.2 мм. можно работать только порошковой проволокой (FCW).В памяти автоматики есть специальная программа для работы с порошковой проволокой без газа.Функционал режима TIG LIFT:Сварочный ток от 10 до 180 Ампер позволяет осуществлять сварку неплавящемся вольфрамовым электродом с деталями любой толщины.Функционал режима ММА:Источник питания выдаёт сварочный ток от 10 до 180 ампер. Параметры сервисных опций Hot Start (Горячий старт) и Arc Force (Форсаж дуги) можно устанавливать самому. Работа Antisticking (Антиприваривание) регулируется автоматикой аппарата.
- Характеристики
- Отзывы
-

- Вопрос-ответ
-
- Обзоры и видео
-
5 причин, почему FoxWeld SAGGIO MIG 200-S выгодно купить у нас:
- Гарантия лучшей цены. Нашли FoxWeld SAGGIO MIG 200-S у другого официального дилера дешевле? Снизим цену!
- Персональный менеджер. Не только поможет настроить оборудование, но и поздравит Вас с Днем Рождения!
- Бесплатная доставка при сумме заказа выше 10 000 руб.
- Гарантийное и постгарантийное обслуживание в официальных сервисных центрах FoxWeld.
- Стоимость оборудования указана с НДС. Полный комплект документов. Торг-12 + Счет-фактура.
Дополнительные аксессуары
- Рекомендуем
- Краги, перчатки, руковицы
- Сварочные маски "Хамелеон"
- Омедненная проволока






Похожие товары
Еще похожие товары
Сварочный полуавтомат EVOSPARK EVOMIG 550 ProAl

Узнать цену
Сварочный полуавтомат EVOSPARK EVOMIG 550 ProFe

Узнать цену
EVOSPARK EVOMIG 450 ProFe

Узнать цену
Сварочный полуавтомат Aurora PRO OVERMAN 250/3

Узнать цену
Сварочный полуавтомат EVOSPARK EVOMIG 550 Basic

Узнать цену
EVOSPARK EVOMIG 350 Basic

Узнать цену
Вы уже смотрели

* Указанная информация не является публичной офертой