Cashback



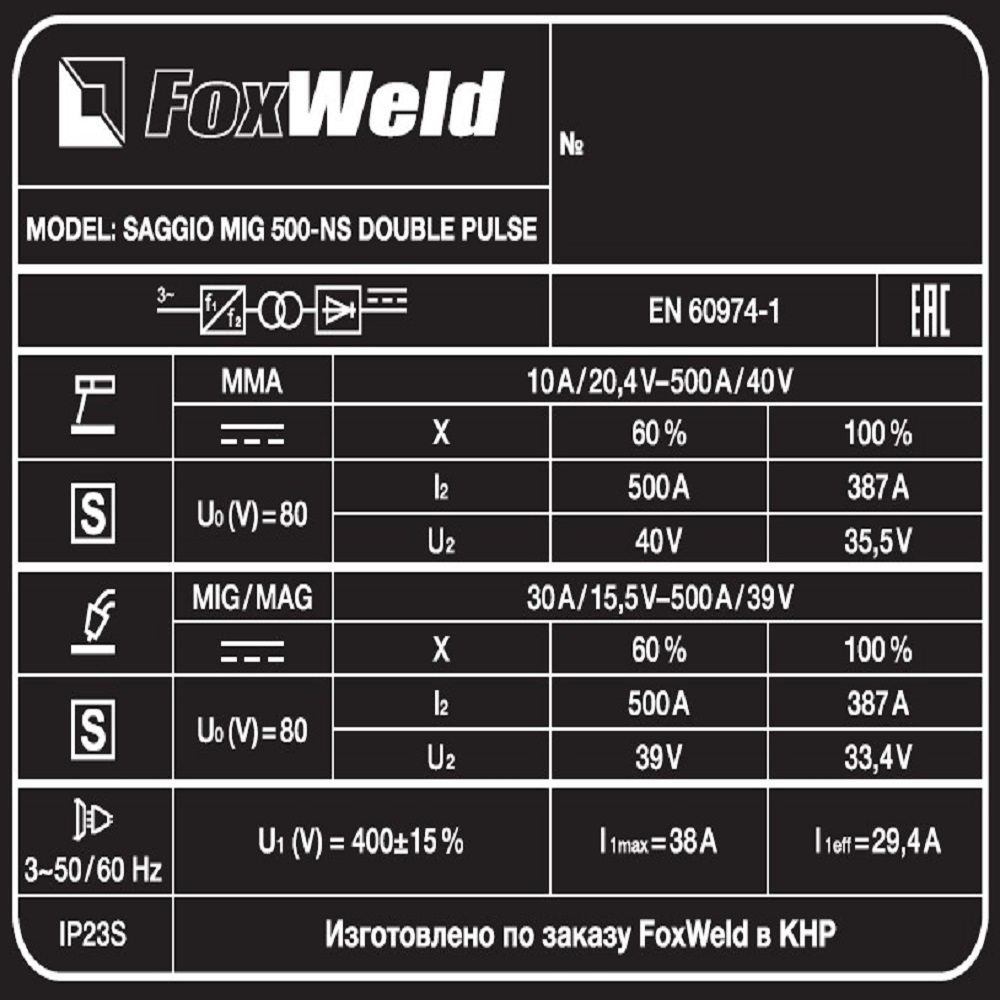














SAGGIO MIG 500-NS DOUBLE PULSE — инверторный сварочный полуавтомат с полностью цифровым управлением, построенный на новейших IGBT модулях, предназначен для широкого использования в автоматизации сварочных процессов, в отраслях по производству различных стальных конструкций.
Напряжение сети
380 В
Диапазон сварочного тока
от 10 до 500 А
Продолжительность включения (ПВ)
60 %
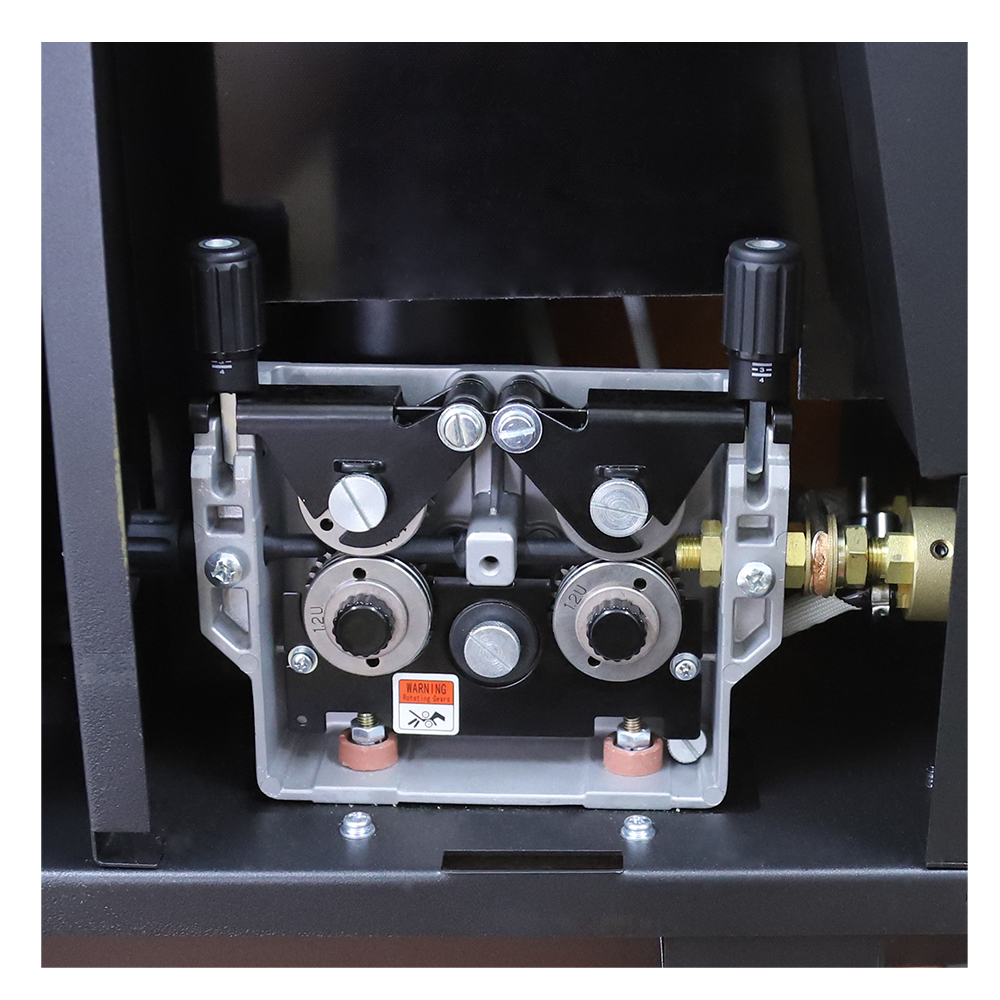
Механизм подачи проволоки
Раздельный
Синергетика
есть
Диапазон диаметров сплошной проволоки
от 0,8 до 1,6 мм
Диапазон регулирования напряжения MIG/MAG
от 15,5 до 39 В
Количество подающих роликов
4 шт.
Импульсный режим (MIG/MAG)
есть
Система охлаждения горелки (MIG/MAG)
Воздушная, Жидкостная
Комплектация
- Источник питания.
- Механизм подачи проволоки с кронштейном для крепления горелки.
- Блок жидкостного охлаждения.
- Горелка MIG 500 А с водяным охлаждением + комплект ЗИП.
- Зажим для заземления с кабелем.
- Кабель управления с воздушным и водяным охлаждением.
- Стандартный набор аксессуаров.
- Тележка.
- Инструкция.
- Гарантийный талон.
351 600 руб/шт
Cashback =
28128.00 руб
Купить с кешбэком
Купить в 1 клик
Cashback
Самовывоз: бесплатно, г. Москва, 117405, г. Москва, МКАД, 32-й километр, владение 4, склад №8
Доставка:
по г. Москве
Стоимость доставки: бесплатно в пределах МКАД*
Узнать стоимость в другой город
* Наличие товара и сроки поставки уточняйте у менеджера
Сравнить
В сравнении
- Описание
-
Данная установка позволяет проводить следующие виды сварочных работ:
- Полуавтоматическую сварку (MIG / MAG)
- Полуавтоматическую сварку в импульсном режиме (MIG Pulse)
- Полуавтоматическую сварку в режиме двойного импульса (MIG Double Pulse)
- Ручную дуговую сварку штучным покрытым электродом (ММА)
СВАРИВАЕМЫЕ МАТЕРИАЛЫ:- Углеродистые стали
- Легированные стали
- Алюминий и его сплавы
ОСОБЕННОСТИ:- Полуавтомат с отдельным механизмом подачи сварочной проволоки
- Синергетическая система управления позволяет быстро настроить оборудование под любые задачи
- 4-х роликовый подающий механизм позволяет стабильно подавать проволоку диаметром до 1.6 мм в зону сварки
- Данная установка позволяет сохранять настройки установленных параметров сварки и воспроизводить их при необходимости
- Понятная панель управления, где все параметры сварки можно настроить или выбрать из уже имеющихся
- Цифровые дисплеи для отображения и настройки параметров сварки:
- Отображает установленные значения параметров в режиме настройки. В режиме «сварки» отображает фактические значения сварочного тока
- Отображает установленные значения параметров в режиме настройки. В режиме «сварка» отображает значения сварочного напряжения
- Клавиша выбора способа сварки (MIG/MAG, MIG Pulse, MIG Double pulse, MMA)
- Клавиша для настройки выбранного параметра 1 (сварочный ток / скорость подачи проволоки / толщина металла / индуктивность в режиме полуавтоматической сварки / Arc-force в режиме ММА)
- Клавиша для настройки выбранного параметра 2 (сварочное напряжение / время продувки газа / время сварки в режиме «spot» / Slope down / процентное отношение времени импульса / частота импульса / выбор сохраненных настроек job
- Клавиша выбора материала для сварки
- Клавиша выбора защитного газа
- Клавиша выбора диаметра сварочной проволоки (0.8 / 1.0 / 1.2 / 1.6)
- Клавиша для выбора режима управления сварочным процессом:
- Spot («сварка по времени») – позволяет установить время горения сварочной дуги для получения точек одинакового размера
- 2Т – 2-х тактный режим (быстрый). При нажатии на горелке начинается цикл сварки, отпускаете — заканчивается
- Speсial 2Т (SP 2T) – При включении данного режима активируются следующие параметры: Start increament, slop up
- 4T – 4-х тактный режим работы («долгий») – обычно используется для сварки длинных швов. При кратковременном нажатии кнопки на горелке начинается сварочный процесс, при повторном кратковременном нажатии – заканчивается. Также при использовании данного режима активируется функция «Crater filler»
- Speсial 4Т (SP 4T) – Многоуровневый режим сварки. При кратковременных нажатиях осуществляются разные режимы сварки. Активируются параметры: Start increment, Slope up, Crater filler
- More – режим внутренних настроек для использования техническим персоналом сервисного центра
- Клавиша выбора параметра сварки на циклограмме
- Клавиша заправки проволоки в сварочную горелку
- Клавиша настройки расхода защитного газа
- Клавиша сохранения программ
- Клавиша загрузки сохраненной программы
- Регулятор настройки параметров сварки (продувка до / после сварки; сварка и проч.свар. параметры)
- Выбор способа охлаждения: воздушное / жидкостное
- Индикатор перегрева / неисправности – для контроля за работой сварочного источника
- Характеристики
- Отзывы
-

- Вопрос-ответ
-
- Обзоры и видео
-
5 причин, почему FoxWeld SAGGIO MIG 500-NS DOUBLE PULSE Евро-разъем, горелка, мпп выгодно купить у нас:
- Гарантия лучшей цены. Нашли FoxWeld SAGGIO MIG 500-NS DOUBLE PULSE Евро-разъем, горелка, мпп у другого официального дилера дешевле? Снизим цену!
- Персональный менеджер. Не только поможет настроить оборудование, но и поздравит Вас с Днем Рождения!
- Бесплатная доставка при сумме заказа выше 10 000 руб.
- Гарантийное и постгарантийное обслуживание в официальных сервисных центрах FoxWeld.
- Стоимость оборудования указана с НДС. Полный комплект документов. Торг-12 + Счет-фактура.
Похожие товары
Еще похожие товары






Вы уже смотрели

* Указанная информация не является публичной офертой