Cashback









Компания Foxweld при разработке сварочного трёхфазного полуавтомата UNO MIG 501 ставила перед собой основную задачу, произвести и предложить профессионалам устройство большой мощности: ток до 500 Ампер, с удобными ручными настройками основных параметров сварки и с максимально возможной степенью безотказности, чтобы сварочное производство было беспрерывным и максимально эффективным. В итоге аппарат варит проволокой диаметром до 1.6 мм, а в режиме ММА покрытым электродом толщиной до 8 мм. Объективная и конкурентная цена за высокое качество и надёжность.
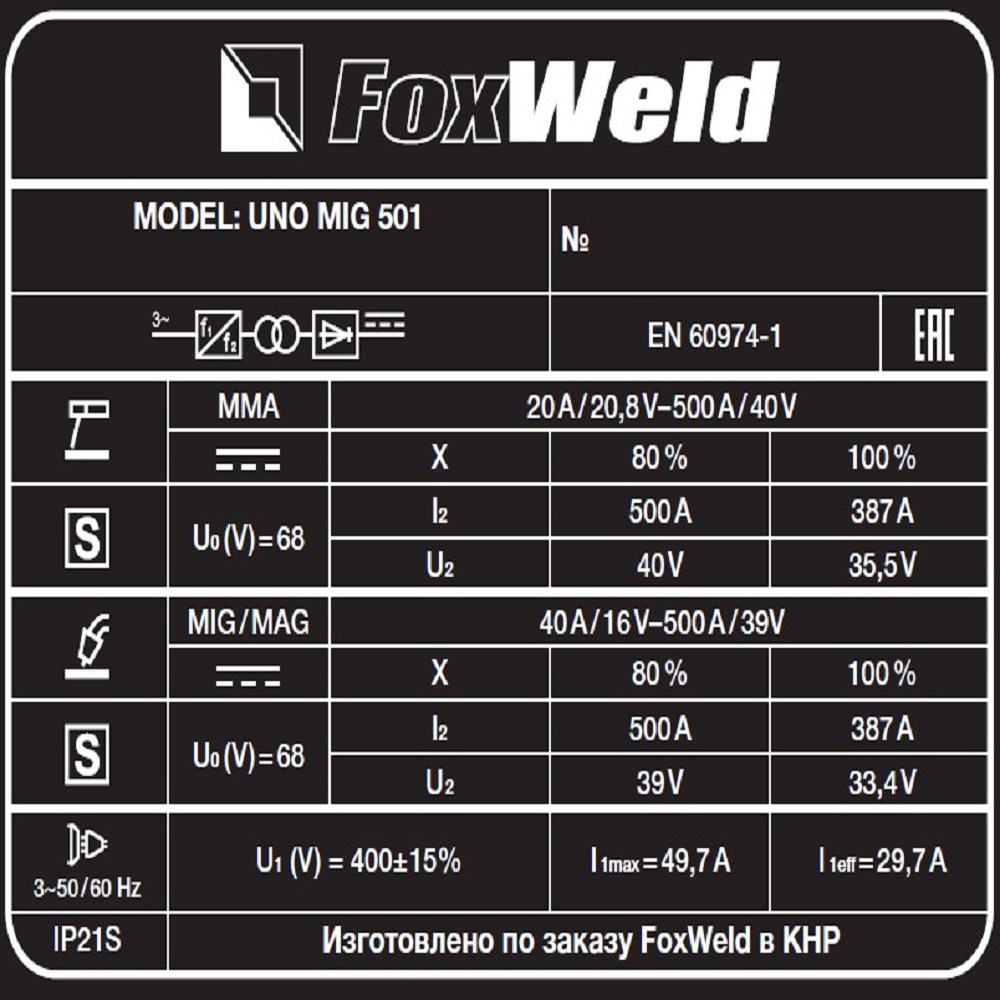
Напряжение сети
380 В
Диапазон сварочного тока
от 20 до 500 А
Продолжительность включения (ПВ)
80 %
Механизм подачи проволоки
Раздельный
Диапазон диаметров сплошной проволоки
от 0,8 до 1,6 мм
Диапазон регулирования напряжения MIG/MAG
от 16 до 39 В
Количество подающих роликов
4 шт.
Система охлаждения горелки (MIG/MAG)
Воздушная
Комплектация
- Сварочный полуавтомат Foxweld UNO MIG 501 – 1 шт.
- Внешний механизм подачи проволоки – 1 шт.
- Горелка MIG-40KD с кабелем, 3м. - 1 шт.
- Электрододержатель с кабелем, 500А, 3м. - 1 шт.
- Клемма заземления с кабелем, 500А, 3м. - 1 шт.
- Газовый шланг, 2м. - 1 шт.
- Колеса - 4 шт.
- Хомут - 2 шт.
- Комплект роликов 0.8-1.0 мм для стали - 2 шт.
- Комплект роликов 1.2-1.6 мм для стали - 2 шт.
- Комплект наконечников 1.2 мм для стали - 2 шт.
- Комплект наконечников 1.6 мм для стали - 2 шт.
- Наконечник 1.2 мм для алюминия - 1 шт.
- Наконечник 1.6 мм для алюминия - 1 шт.
- Ролик 1.0-1.2 мм для алюминия - 1 шт.
- Ролик 1.2-1.6 мм для алюминия - 1 шт.
- Инструкция - 1 шт.
- Гарантийный талон – 1 шт.
125 930 руб/шт
Cashback =
10074.00 руб
Купить с кешбэком
Купить в 1 клик
Cashback
Самовывоз: бесплатно, г. Москва, 117405, г. Москва, МКАД, 32-й километр, владение 4, склад №8
Доставка:
по г. Москве
Стоимость доставки: бесплатно в пределах МКАД*
Узнать стоимость в другой город
* Наличие товара и сроки поставки уточняйте у менеджера
Сравнить
В сравнении
- Описание
-
Инверторная технология, реализованная на современных IGBT транзисторах, позволила добиться небольших размеров. Возможность подстройки параметров во время сварочных работ. Малый вес, компактные размеры и наличие транспортировочного комплекта колёс. Внешний механизм подачи проволоки с 4-мя стальными ведущими роликами. Равномерное распределение мощности на три фазы электрической сети. Интуитивно понятная настройка и удобное отображение информации. Вот главные критерии успеха модели Foxweld UNO MIG 501 на рынке профессиональных сварочных полуавтоматов.Отличное соотношение цена - качество - функционал:В модели Foxweld UNO MIG 501 сознательно не были заложены функции синергетического управления процессами сварки проволокой MIG/MAG. Благодаря этому удалось снизить стоимость аппарата, без потери в качестве и надёжности. Удалось реализовать главное преимущество данного решения, появилась возможность точно выставлять настройки сварщику, как перед началом работы, так в процессе сварки, без воздействия погрешностей автоматики (синергетического режима). В полуавтомате есть основные сервисные функции: продувка газом, Burn back, Soft Start, а при работе в режиме ММА реализованы Форсаж дуги (Arc Force) и Горячий старт (Hot Start). Проверенная временем и надёжная схемотехника инвертора на IGBT транзисторах гарантирует жизненный цикл аппарата не менее 10 лет. Работает одно из основных правил в физике, чем меньше деталей и компонентов, меньше функций – тем меньше вероятность поломки и неточной работы техники.Мобильность и компактность:Полуавтоматический сварочный аппарат отличается небольшим весом: всего 36 кг. (вес МП составляет 14 кг.) и компактной конструкцией источника питания с длиной 630 мм, шириной 300 мм, высотой 590 мм. Размеры механизма подачи: длина 605 мм, ширина 225 мм, высота 440 мм. Модель смонтирована на базу колесной тележки, что позволяет легко перемещать весь сварочный аппарат с механизмом подачи (при условии размещении МП сверху источника питания) по полу производственной площадки. Площадка для установки баллона с газом в данной конфигурации не предусмотрена.Простое и удобное управление:На лицевой передней панели аппарата расположены органы управления и индикации процессов сварки.Два экрана отображают соответственно: значения напряжения и силы тока сварочных процессов. Два светодиода сигнализируют о подключении аппарата к электросети и о срабатывании термозащиты.Три переключателя отвечают за:-режим работы горелки 2Т или 4Т;-режим сварки MIG/MAG или MMA;-процесс продувки газом или работа сваркой.С помощью 4-х ручек плавно регулируются следующие параметры:- первая ручка, сила тока сварки при MMA процессе;- вторая ручка, регулировка индуктивности при сварке в среде инертного или активного газа;-третья ручка, сила тока сварки и скорость подачи проволоки при MIG/MAG процессе;-четвёртая ручка, значение напряжения при MIG/MAG процессе.Две ручки регулировки есть и на внешнем механизме подачи проволоки, они дублируют, как на самом аппарате, возможность выставить сварочный ток (скорость подачи проволоки) и напряжение.Раздельные блок питания и механизм подачи проволоки:Источник питания (сварочный аппарат) и механизм подачи проволоки выполнены в раздельном исполнении: отдельно блок, это сварочный полуавтомат, отдельно механизм подачи проволоки. Они соединяются при помощи кабеля управления. Механизм подачи сварочной проволоки ставится на аппарат или устанавливается рядом. Внешний механизм подачи (МП) и источник сварочного тока Foxweld UNO MIG 501 электронно и программно интегрированы между собой. Механизм подачи не может быть использован с другим аппаратом.В МП можно разместить сварочную проволоку на катушках D200 (5 кг.) и D300 (15 кг.) Сварочный ток в режиме MIG/MAG можно выставить значением до 500 Ампер, что возможным делает работать проволокой диаметром до 1.6 мм.Режим MIG/MAG сварка:сила сварочного тока составляет от 40 до 500 Ампер;режим сварки MIG/MAG можно осуществлять при сетевом напряжении от 323 Вольт;можно работать проволокой диаметрами 0.8 / 1.0 / 1.2 / 1.6 мм;диаметры бухт, которые можно установить в МП: D200, D300;можно задать скорость подачи проволоки и переключать полярность;регулировка индуктивности, для формирования нужного сварного шва;режимы работы горелки 2Т и 4Т.Сварка покрытым электродом MMA:силу тока сварки можно выставить от 20 до 490 Ампер;режим сварки ММА можно осуществлять при сетевом напряжении от 323 Вольт;можно работать диаметрами покрытых электродов от 2 до 8 мм;функция Hot Start (Горячий старт);arc Force (Форсаж дуги).Основные преимущества модели:большой сварочный ток;простое ручное удобное управление аппаратом;простота конструкции: минимальный набор сервисных функций, есть только основные;надёжная и проверенная схема исполнения;работает в электросетях с плохим входным напряжением;небольшой вес и удобство перемещения (есть колёса);гарантия 60 месяцев.Сферы применения:Мало на каких производствах, связанных с обработкой и сваркой металлов, нужно будет использовать максимальный сварочный ток в 500 Ампер. Но приобретая данную модель, производственная площадка расширяет свои возможности: есть возможность производить работу со сварочными материалами большого диаметра и, если работать на меньших токах, например, 300 – 350 Ампер, можно получить ПВ в 100%, тем самым выполнять работы, требующих больших временных затрат или производить безостановочный сварочный процесс. Решение данных задач актуально в производстве массивных металлоконструкций и при возведении мостов. Заводы по выпуску железнодорожных вагонов, автомобильного и морского транспорта, металлических ёмкостей большого объёма получат существенное конкурентное преимущество, работая на сварочных полуавтоматах Foxweld UNO MIG 501.
- Характеристики
- Отзывы
-

- Вопрос-ответ
-
- Обзоры и видео
-
5 причин, почему FoxWeld UNO MIG 501 выгодно купить у нас:
- Гарантия лучшей цены. Нашли FoxWeld UNO MIG 501 у другого официального дилера дешевле? Снизим цену!
- Персональный менеджер. Не только поможет настроить оборудование, но и поздравит Вас с Днем Рождения!
- Бесплатная доставка при сумме заказа выше 10 000 руб.
- Гарантийное и постгарантийное обслуживание в официальных сервисных центрах FoxWeld.
- Стоимость оборудования указана с НДС. Полный комплект документов. Торг-12 + Счет-фактура.
Похожие товары
Еще похожие товары






Вы уже смотрели

* Указанная информация не является публичной офертой