Cashback







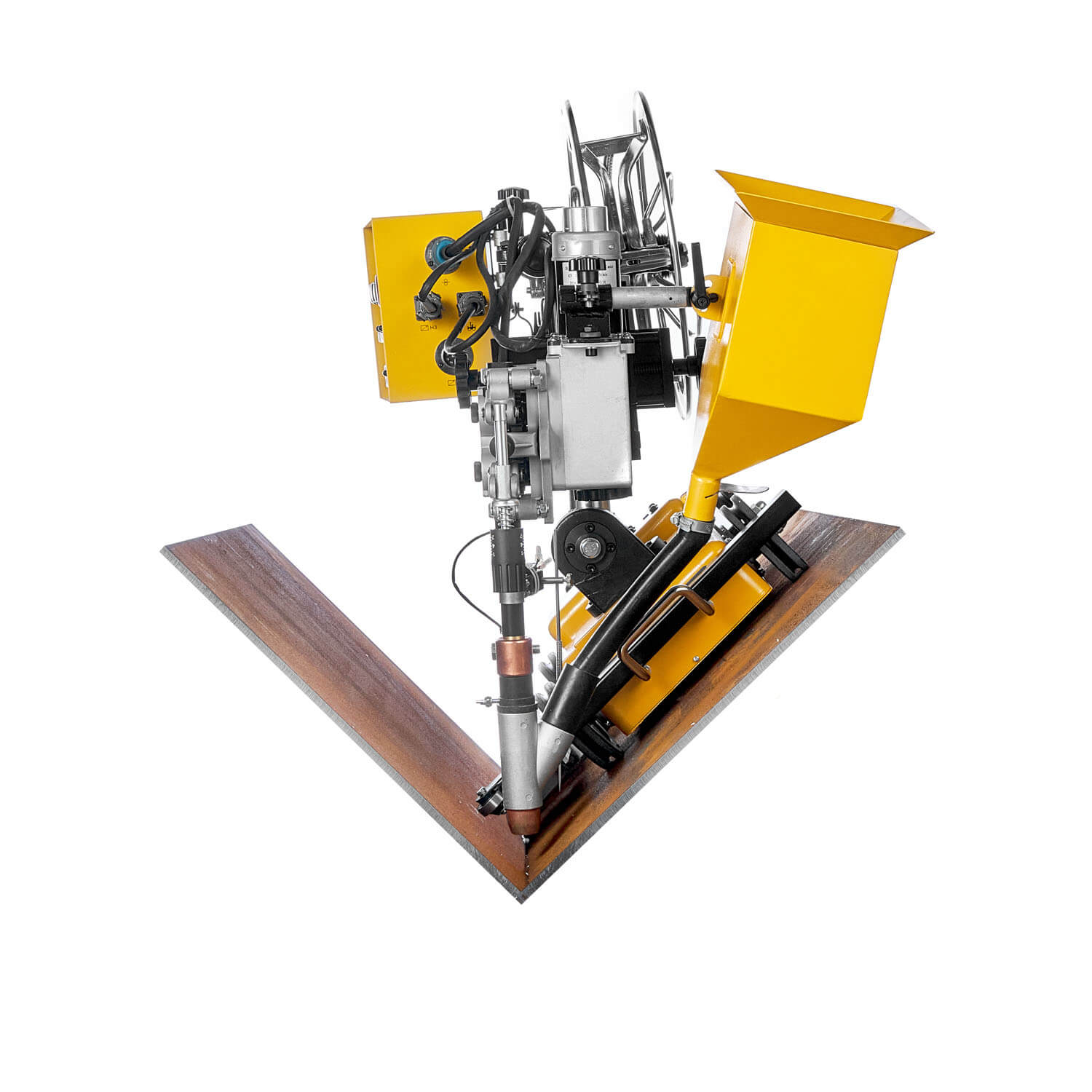









ПТК RILON MZ 1250 HD-V – аппарат для автоматической сварки под флюсом SAW. Аппарат позволяет производить сварку проволокой сплошного сечения и самозащитной проволокой. Оборудование можно использовать для ручной дуговой сварки (MMA), наплавки и строжки металла.
Напряжение сети
380 В
Диапазон сварочного тока
от 100 до 1 250 А
Диапазон диаметров сплошной проволоки
от 2 до 5 мм
Продолжительность включения (ПВ)
100 %
Комплектация
- Инверторный аппарат автоматической сварки под флюсом ПТК RILON MZ 1250 HD-V – 1 шт.
- Сварочный трактор – 1 шт.
- Силовой кабель (длина 15 м) – 3 шт.
- Кабель управления (длина 15 м) – 1 шт.
- Руководство по эксплуатации – 1 шт.
714 400 руб/шт
Cashback =
107160.00 руб
Купить с кешбэком
Купить в 1 клик
Cashback
Самовывоз: бесплатно, г. Москва, 117405, г. Москва, МКАД, 32-й километр, владение 4, склад №8
Доставка:
по г. Москве
Стоимость доставки: бесплатно в пределах МКАД*
Узнать стоимость в другой город
* Наличие товара и сроки поставки уточняйте у менеджера
Сравнить
В сравнении
- Описание
-
Основное преимущество новой модели – это конструктивные особенности, которые позволяют производить сварку в лодочку, что особо эффективно при сварке угловых и тавровых стыков. При таком типе сварки расплавленный металл равномерно распределяется на обе стенки свариваемого изделия. Если изделие позиционируется чуть в наклоне по продольной оси шва, то жидкий шлак самопроизвольно стекает и не мешает сварочной ванне, что способствует лучшему провару и минимальному образованию шлака, и в дальнейшем это упрощает процесс зачистки изделия.За счет раздельных элементов можно установить оборудование в самое сложное пространственное положение и производить сварочные работы в труднодоступных местах.MZ 1250 HD-V состоит из инверторного источника питания и передвижной каретки, на которой установлен механизм подачи проволоки, бункер с флюсом и блок управления. Оборудование в процессе работы передвигается по изделию или по уложенной на нем направляющей линейке, а постоянный полный привод колес каретки обеспечивает ровный ход и устойчивое положение по всей траектории перемещения, как на ровных, так и на наклонных поверхностях.Инвертор производит автоматическую сварку под флюсом внахлест, сваривает стыковые, угловые и тавровые соединения. Может сваривать детали из углеродистых, легированных, теплоустойчивых и нержавеющих сталей средних и больших величин. При сварке можно использовать проволоку от 2.0 до 5.0 мм.Аппарат может сваривать металл толщиной от 4 до 30 мм, в том числе и на малых токах. Оборудование позволяет сваривать кольцевые швы при применении дополнительного вращателя, тогда сварочный трактор выступает в роли подвесной головки.Особенности ПТК RILON MZ 1250 HD-V:Высокотехнологичное оборудование для сварки под флюсом, ММА сварки и воздушно-дуговую строжку на всем диапазоне рабочего тока.
Оборудование может производить сварку в лодочку, что существенно упрощает процесс формирования угловых и тавровых стыков.
Наличие переключателя между постоянным током (CC) и постоянным напряжением (CV) в зависимости от толщины сварочной проволоки. При постоянном напряжении (СV) возможно использование проволоки диаметром более 3.2 мм, а при постоянном токе (CC) возможно использование проволоки диаметром менее 3,2 мм.
Наличие функций старта сварки «Протяжкой» — зажигание дуги во время движения и старта сварки «Касанием» — начало движения после зажигания дуги.
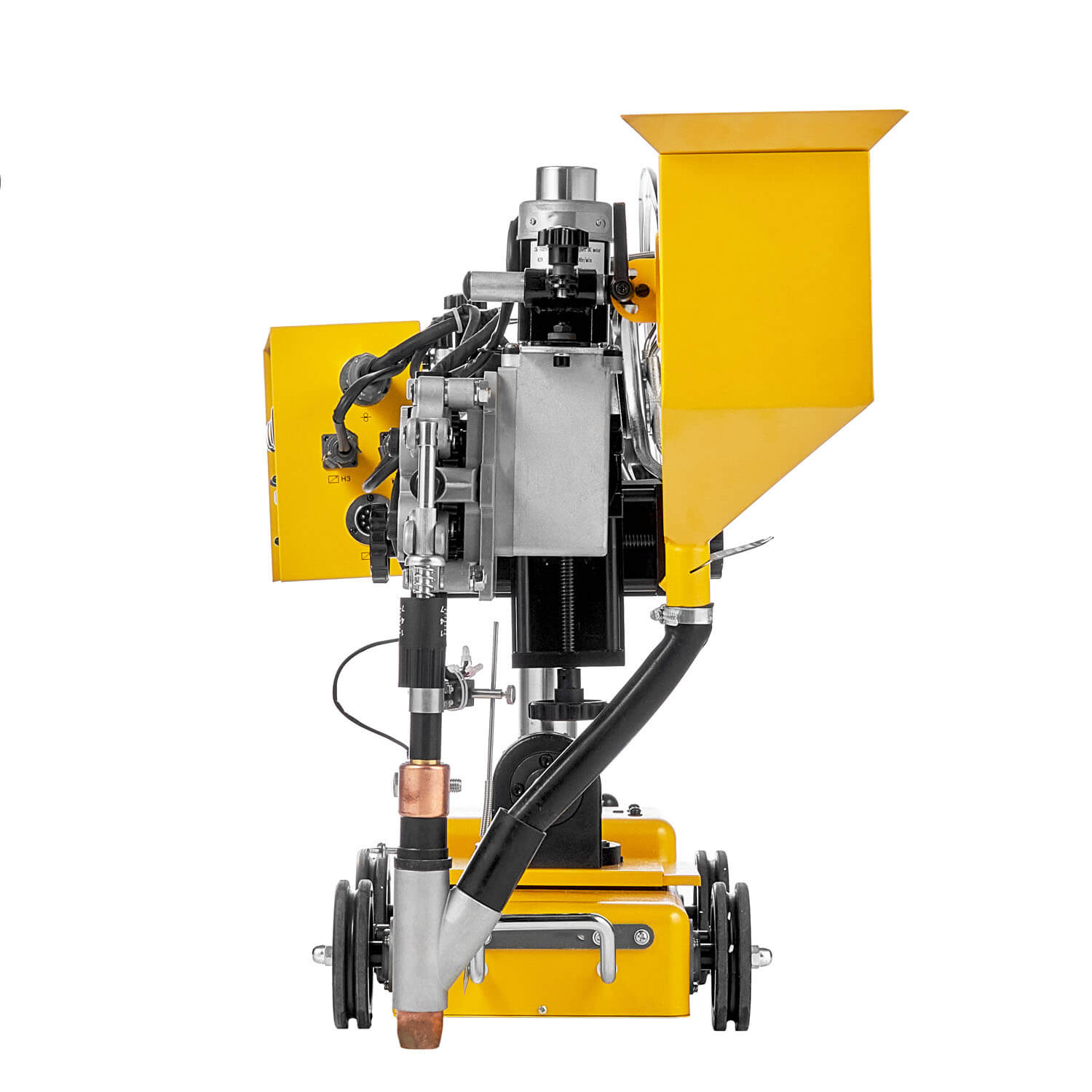
Угол положения сварочной головки может варьироваться от нормали на ± 45° для удобства сварки угловых, тавровых швов, а также для сварки швов в труднодоступных местах.
Сварочный аппарат имеет возможность подключения электрододержателя для MMA сварки, а также электрододержателя для воздушно-дуговой строжки металла для удаления поверхностных трещин, вкраплений, окалины и прочих дефектов слитков, поковок и металлопроката, а также для зачистки корней швов.
При ручной дуговой сварке используются штучные электроды диаметром от 4.0 до 6.0 мм.
Автоматическая настройка горячего старта (Hot Start) и форсированной дуги (Arc Force) в режиме MMA сварки.
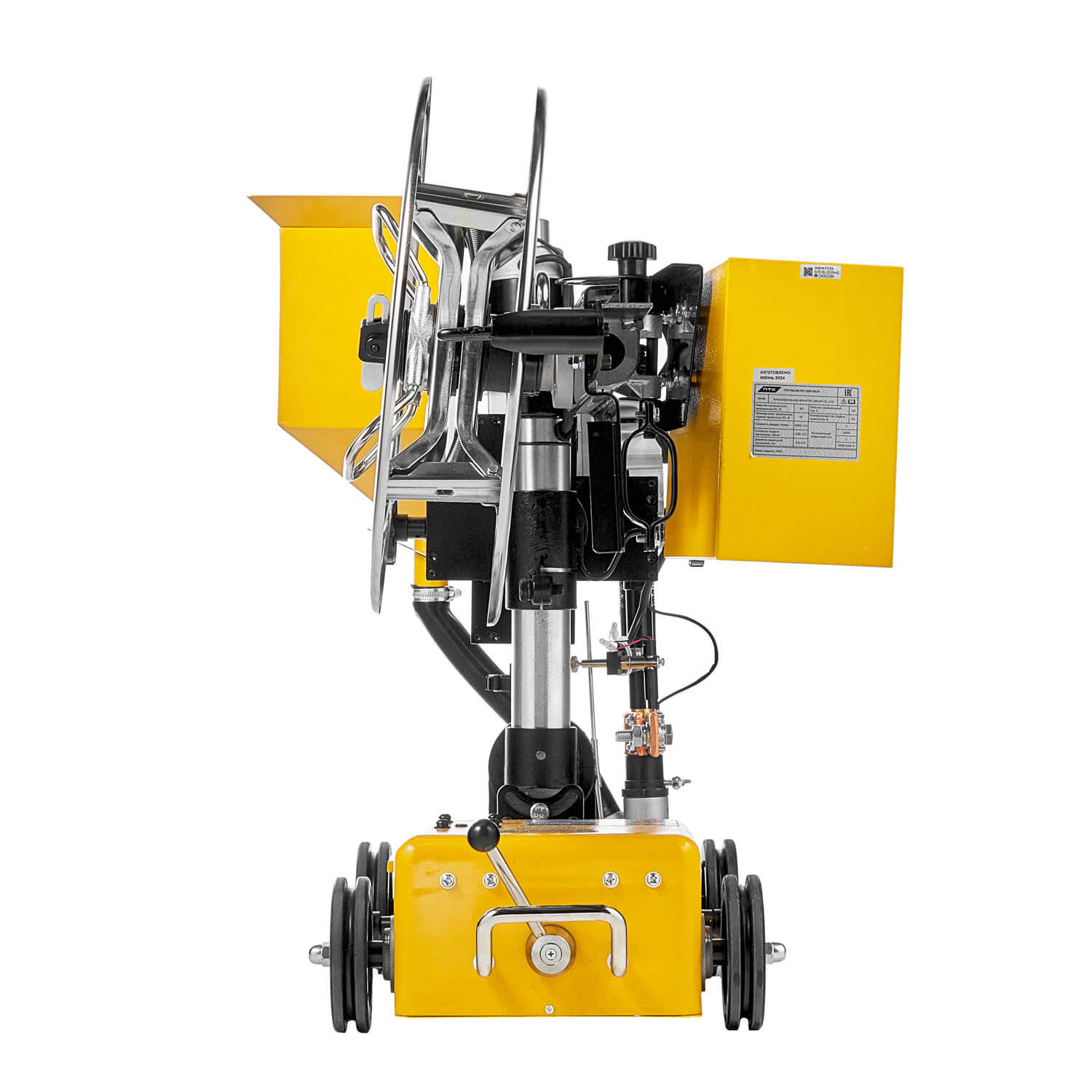
Полный привод колес трактора позволяет равномерно перемещаться по любой поверхности, даже наклонной, с заданной скоростью.
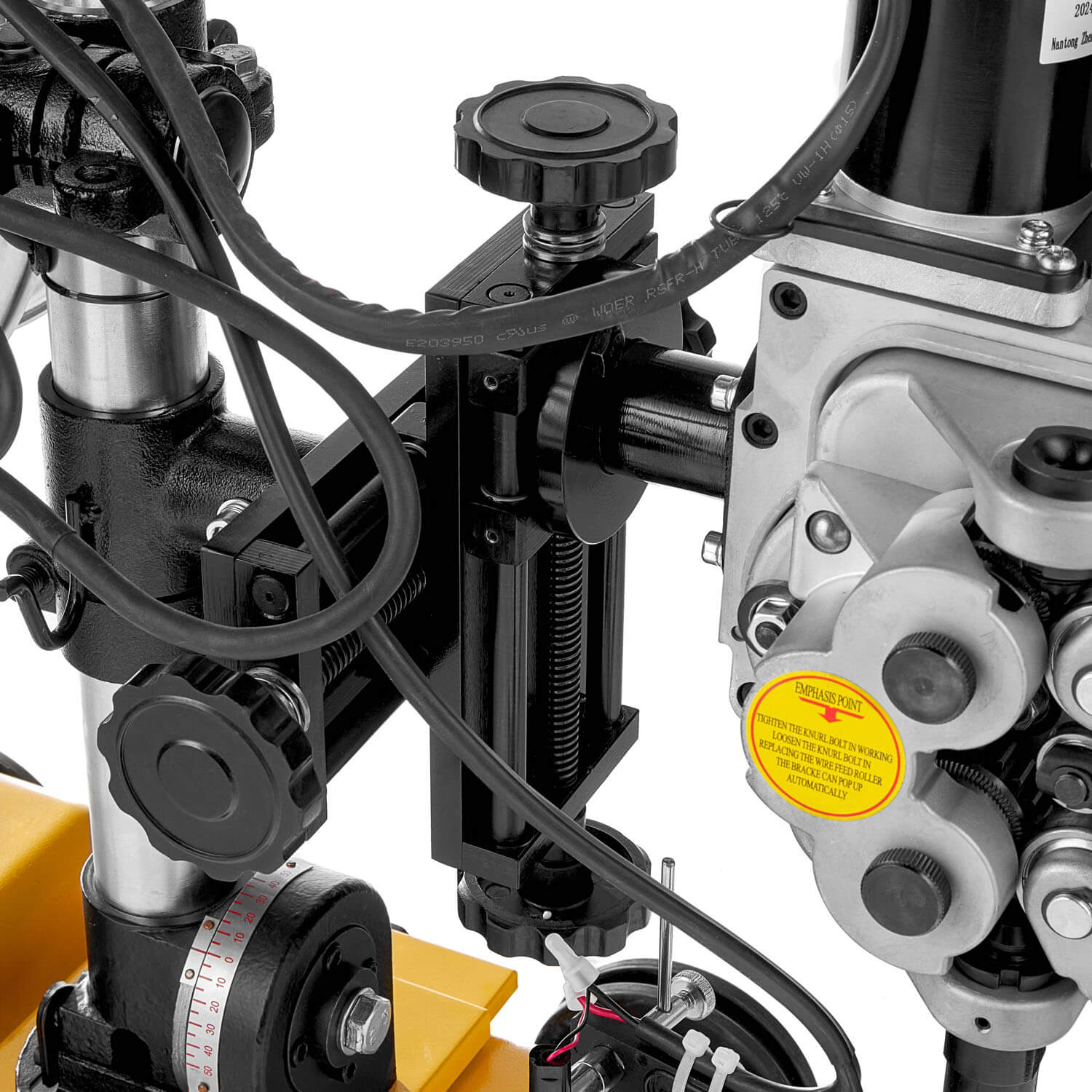
Металлический четырехроликовый подающий механизм обеспечивает надежную и равномерную подачу сварочной проволоки.
Русифицированная панель управления с цифровыми дисплеями удобна и комфортна для выставления рабочих параметров сварки.
5 лет сервисной гарантии на аппараты серии ПТК RILON. - Характеристики
- Отзывы
-

- Вопрос-ответ
-
- Обзоры и видео
-
5 причин, почему ПТК RILON MZ 1250 HD-V выгодно купить у нас:
- Гарантия лучшей цены. Нашли ПТК RILON MZ 1250 HD-V у другого официального дилера дешевле? Снизим цену!
- Персональный менеджер. Не только поможет настроить оборудование, но и поздравит Вас с Днем Рождения!
- Бесплатная доставка при сумме заказа выше 10 000 руб.
- Гарантийное и постгарантийное обслуживание в официальных сервисных центрах ПТК.
- Стоимость оборудования указана с НДС. Полный комплект документов. Торг-12 + Счет-фактура.
Дополнительные аксессуары
- Рекомендуем
- Подающие ролики
- Наконечники для сварочных тракторов
- Комплектующие SAW













Похожие товары
Еще похожие товары






Вы уже смотрели

* Указанная информация не является публичной офертой